





Berita

Penempaan Logam Kustom: Proses, Bahan & Cara Memilih Pemasok
 2026.04.03
2026.04.03
 Berita Industri
Berita Industri
Ketika komponen siap pakai standar tidak dapat digunakan, penempaan logam khusus menghasilkan komponen yang direkayasa sesuai spesifikasi yang tepat — dengan integritas struktural yang tidak dapat ditandingi oleh proses pengecoran dan pemesinan saja. Dari sistem transmisi otomotif hingga katup hidrolik bertekanan tinggi, komponen logam tempa menggerakkan industri yang paling menuntut di dunia.
Apa itu Penempaan Logam Kustom?
Penempaan logam khusus adalah proses manufaktur di mana logam mentah dibentuk di bawah gaya tekan tinggi — menggunakan cetakan, palu, atau pengepres — untuk menghasilkan komponen dengan geometri presisi dan sifat mekanik unggul. Tidak seperti penempaan standar, yang menghasilkan bentuk umum dalam ukuran tetap, penempaan khusus dirancang dari awal agar sesuai dengan persyaratan dimensi, material, dan kinerja klien.
Proses penempaan bekerja dengan mengubah bentuk struktur butiran logam, bukan dengan memotong atau menuangnya. Penyempurnaan aliran butir ini menghasilkan struktur mikro yang lebih padat dan seragam. Hasilnya adalah bagian dari itu secara signifikan lebih kuat dan lebih tahan lelah dibandingkan komponen cor atau mesin yang setara — sebuah keuntungan penting dalam aplikasi yang kritis terhadap keselamatan.
Penempaan khusus biasanya dimulai dengan billet atau batangan bahan target, yang dipanaskan hingga kisaran suhu yang tepat, kemudian dibentuk menggunakan perkakas yang dirancang khusus untuk bagian tersebut. Operasi sekunder seperti perlakuan panas, pemesinan CNC, dan penyelesaian permukaan dapat dilakukan untuk mencapai toleransi akhir.
Proses Penempaan Kunci dan Kapan Menggunakan Masing-masing
Tidak ada satu pun metode penempaan yang cocok untuk setiap aplikasi. Pabrikan berpengalaman memilih proses berdasarkan geometri komponen, volume produksi, material, dan persyaratan toleransi. Proses penempaan logam khusus yang paling banyak digunakan meliputi:
- Penempaan Die Tertutup (Die Kesan): Logam ditekan di antara dua cetakan yang berisi bayangan cermin dari bagian yang diinginkan. Metode ini menghasilkan komponen berbentuk hampir jaring dengan toleransi ketat dan kemampuan pengulangan yang sangat baik — ideal untuk produksi geometri kompleks dalam jumlah besar seperti flensa, roda gigi, dan batang penghubung.
- Buka Penempaan Mati: Logam dibentuk di antara cetakan datar atau berkontur tanpa menutupi benda kerja sepenuhnya. Paling cocok untuk bentuk besar dan sederhana (poros, cakram, cincin) dan pengoperasian bervolume rendah, penempaan cetakan terbuka menawarkan fleksibilitas dalam ukuran dan bahan.
- Penempaan Palu: Pukulan tumbukan berulang-ulang dari palu yang dapat diprogram membentuk logam yang dipanaskan. Proses ini cepat, hemat energi untuk komponen dengan kompleksitas sedang, dan sangat cocok untuk baja karbon dan baja paduan.
- Tekan Penempaan: Pengepres hidrolik atau mekanis menerapkan gaya yang lambat dan terus menerus, bukan benturan. Hasilnya adalah deformasi yang lebih terkontrol, menjadikan penempaan tekan lebih disukai untuk suku cadang presisi dengan persyaratan dimensi yang ketat — termasuk komponen sektor kedirgantaraan dan energi.
- Penempaan Gulungan (Penempaan Lintas Gulungan): Cetakan yang berputar mengurangi dan memanjangkan logam, menghasilkan komponen berbentuk poros atau meruncing secara efisien. Metode ini cocok untuk gandar, pin, dan bagian silinder serupa yang digunakan pada mesin otomotif dan pertanian.
Memilih proses yang tepat bukan hanya sekedar keputusan teknis — hal ini secara langsung mempengaruhi biaya perkakas, waktu tunggu, limbah material, dan sifat mekanik dari bagian akhir. Pemasok yang memenuhi syarat akan mengevaluasi semua faktor ini sebelum merekomendasikan suatu proses.
Bahan Umum yang Digunakan dalam Penempaan Kustom
Pemilihan material adalah salah satu keputusan paling penting dalam proses penempaan khusus. Pilihan paduan menentukan kekuatan bagian, ketahanan terhadap korosi, berat, kemampuan mesin, dan kesesuaian untuk perlakuan panas. Bahan yang paling sering dipalsukan meliputi:
- Baja Karbon: Pekerja keras penempaan industri. Baja karbon sedang dan tinggi menawarkan rasio kekuatan terhadap biaya yang sangat baik dan banyak digunakan pada komponen struktural, roda gigi, dan perkakas tangan.
- Baja Paduan: Menambahkan elemen seperti kromium, molibdenum, atau nikel meningkatkan kekerasan, ketangguhan, dan ketahanan aus. Baja paduan adalah bahan pilihan untuk komponen bertekanan tinggi pada drivetrain otomotif dan mesin teknik.
- Baja Tahan Karat: Memberikan ketahanan terhadap korosi serta kekuatan mekanis — penting untuk sistem penanganan cairan, lingkungan laut, dan peralatan food grade. Nilai umum meliputi 304, 316, dan 13-8.
- Paduan Aluminium: Dinilai karena bobotnya yang ringan dan ketahanan terhadap korosi. Tempa aluminium merupakan standar dalam struktur ruang angkasa, roda otomotif, dan rumah elektronik konsumen.
- Titanium dan Superalloy: Dicadangkan untuk lingkungan ekstrem — mesin jet, turbin gas, dan implan medis — di mana baja maupun aluminium tidak dapat memenuhi tuntutan kinerja tersebut.
Sertifikasi material dan ketertelusuran tidak dapat dinegosiasikan dalam industri presisi. Pemasok penempaan yang bereputasi baik memelihara sumber bahan yang terdokumentasi dan dapat memberikan sertifikasi pabrik dan laporan komposisi bahan kimia berdasarkan permintaan.
Industri Yang Mengandalkan Tempa Logam Kustom
Penempaan logam khusus ditemukan di mana pun keandalan di bawah tekanan adalah yang terpenting. Industri utama dan komponen khasnya yang dipalsukan meliputi:
- Kendaraan Otomotif dan Komersial: Gearbox, poros gandar, poros engkol, dan buku-buku jari kemudi secara rutin ditempa untuk menghasilkan umur kelelahan yang unggul. komponen yang ditempa secara presisi untuk sistem transmisi kendaraan harus menanggung jutaan siklus pemuatan tanpa kegagalan — sebuah standar yang hanya dapat dipenuhi oleh penempaan yang andal.
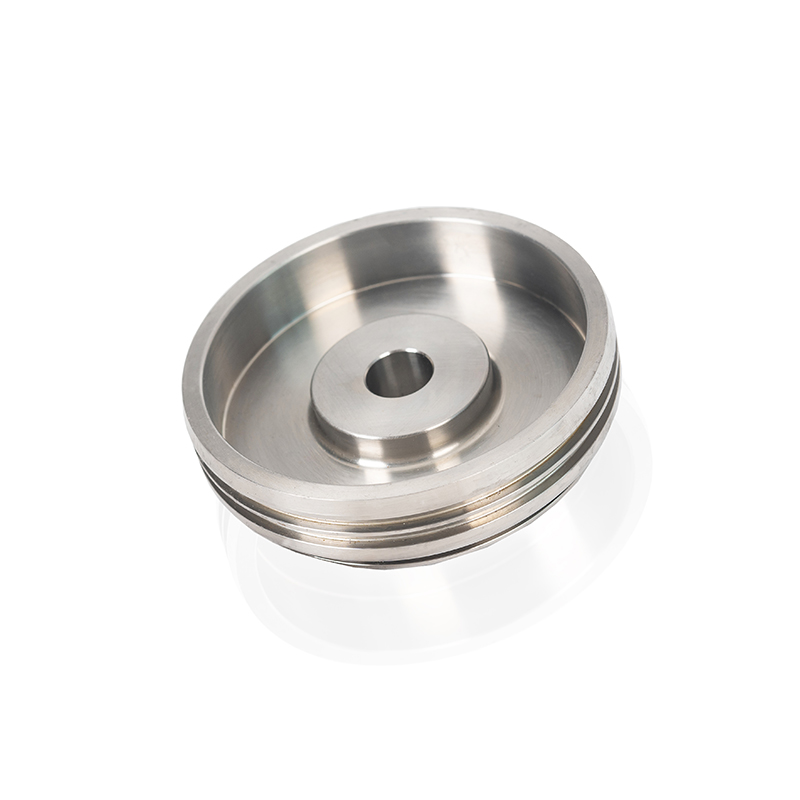
- Sistem Fluida dan Hidraulik: Katup, badan pompa, dan alat kelengkapan yang beroperasi di bawah tekanan internal tinggi memerlukan integritas bebas bocor dan ketahanan terhadap korosi. tempa katup pompa cairan khusus untuk aplikasi hidrolik menghilangkan porositas yang membuat alternatif cor rentan terhadap kegagalan di lingkungan bertekanan.
- Teknik dan Mesin Konstruksi: Lengan ekskavator, sambungan buldoser, dan kait pengangkat menyerap beban kejut yang sangat besar. tempa tugas berat yang dirancang untuk mesin teknik memberikan ketangguhan dampak yang menjaga peralatan tetap beroperasi dalam kondisi lapangan yang keras.
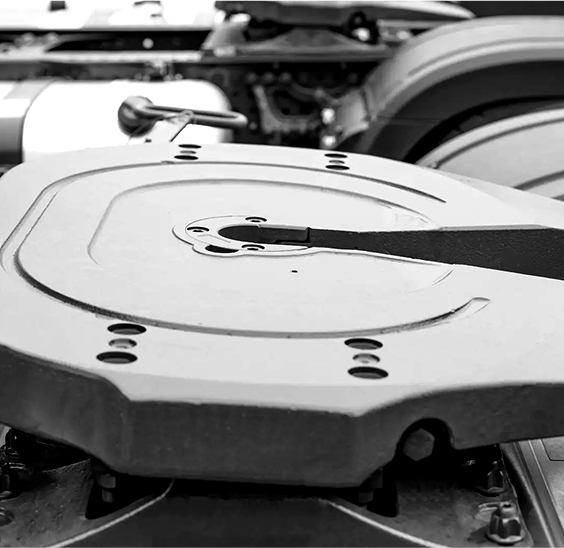
- Transportasi Berat dan Logistik: Sistem kopling roda kelima dan rakitan kursi traksi sangat penting bagi keselamatan — keduanya merupakan titik penghubung antara traktor dan trailer. Tempa khusus dalam kategori ini harus memenuhi peringkat beban dan standar dimensi yang ketat.
- Dirgantara dan Pertahanan: Anggota struktural yang penting untuk penerbangan, komponen roda pendaratan, dan bagian sistem senjata ditempa karena margin bobot dan keandalan dalam aplikasi ini tidak memberikan ruang untuk kompromi.
- Sektor Energi: Cakram turbin, badan katup untuk peralatan bawah laut, dan flensa pipa semuanya mendapatkan keuntungan dari struktur butiran padat yang dihasilkan dari proses penempaan — sehingga menghasilkan masa pakai yang lebih lama dalam kondisi pengoperasian yang berat.
Penempaan Khusus vs. Pengecoran: Perbedaan Utama
Penempaan dan pengecoran merupakan proses pembentukan logam yang dapat dilakukan, namun keduanya tidak dapat dipertukarkan. Memahami trade-off membantu para insinyur membuat pilihan yang tepat untuk aplikasi mereka.
| Faktor | Penempaan Logam Kustom | Pengecoran Logam |
|---|---|---|
| Struktur Butir | Aliran butir yang kontinyu dan selaras | Acak, dipadatkan dari cairan |
| Kekuatan Mekanik | Lebih tinggi — biasanya 20–30% lebih kuat | Lebih rendah — lebih rentan terhadap kelelahan |
| Porositas | Hampir tidak ada | Umum dalam geometri kompleks |
| Kompleksitas Dimensi | Sedang hingga tinggi (dengan finishing CNC) | Sangat tinggi — kemungkinan adanya rongga internal yang kompleks |
| Biaya Perkakas | Investasi awal yang lebih tinggi | Lebih rendah untuk bentuk yang rumit |
| Terbaik Untuk | Komponen yang kritis terhadap keselamatan dan beban tinggi | Bentuk kompleks, bagian dekoratif, aplikasi dengan tekanan rendah |
Untuk komponen dimana kegagalan bukan merupakan suatu pilihan — sambungan struktural, bagian drivetrain, peralatan yang mengandung tekanan — penempaan adalah pilihan yang secara teknis lebih unggul . Pengecoran tetap lebih hemat biaya untuk geometri rumit dengan kebutuhan mekanis yang lebih rendah. Banyak pabrikan menggunakan kedua proses tersebut dalam satu perakitan, menyesuaikan masing-masing metode dengan permintaan masing-masing komponen.
Menurut menerbitkan pedoman teknis tentang keunggulan struktural komponen palsu , aliran butiran terarah dari bagian yang ditempa memberikan dampak dan ketahanan lelah yang jauh lebih baik dibandingkan dengan bahan cor yang setara dari bahan yang sama.
Cara Memilih Pemasok Penempaan Logam Kustom
Mencari mitra penempaan khusus adalah keputusan jangka panjang. Pemasok yang tepat bukan sekadar pilihan berbiaya terendah — mereka adalah mitra teknik yang kemampuan, sistem kualitas, dan daya tanggapnya secara langsung memengaruhi kinerja produk dan keandalan rantai pasokan Anda. Evaluasi kandidat di seluruh dimensi berikut:
- Sertifikasi dan Sistem Mutu: ISO 9001 adalah garis dasarnya. Untuk rantai pasokan otomotif, kepatuhan terhadap IATF 16949 semakin diperlukan. Aplikasi kedirgantaraan dan pertahanan mungkin memerlukan persetujuan AS9100 atau NADCAP. Ulasan sertifikasi mutu dan standar inspeksi hati-hati sebelum berkomitmen pada pemasok.
- Kemampuan Proses dan Peralatan: Cocokkan peralatan tempa pemasok dengan kebutuhan suku cadang Anda. Konfirmasikan tonase tekan, kemampuan desain cetakan, inventaris material, dan kapasitas perlakuan panas. Pemasok yang terbatas pada satu metode penempaan mungkin tidak cocok untuk proyek kompleks yang memerlukan optimalisasi proses.
- Kemampuan Manufaktur Digital: Fasilitas penempaan modern menggunakan pemantauan proses digital, perangkat lunak simulasi (seperti desain cetakan berbasis FEM), dan pemeriksaan kualitas otomatis untuk mengurangi variasi dan mempercepat siklus pengembangan. Pemasok dengan kemampuan pabrik digital dan manufaktur cerdas infrastruktur dapat menawarkan pembuatan prototipe yang lebih cepat, toleransi yang lebih ketat, dan data produksi yang dapat dilacak — sebuah keuntungan signifikan untuk program khusus yang kompleks.
- Waktu Pimpin dan Keandalan Pengiriman: Waktu tunggu perkakas untuk tempa khusus baru biasanya berkisar antara 4 hingga 12 minggu tergantung pada kompleksitas cetakan. Menilai rekam jejak pemasok dalam pengiriman tepat waktu dan perencanaan darurat mereka terhadap keausan perkakas atau gangguan pasokan material.
- Kolaborasi Teknik: Pemasok penempaan terbaik terlibat pada tahap desain — memberi nasihat tentang pemilihan material, sudut rancangan, ketebalan dinding, dan strategi penempaan bentuk hampir jaring yang mengurangi biaya pemesinan. Keterlibatan pemasok awal secara konsisten mengurangi total biaya komponen dan waktu pengembangan.
- Total Biaya Kepemilikan: Amortisasi perkakas, tingkat sisa, persyaratan pemesinan sekunder, dan logistik pengangkutan semuanya berkontribusi terhadap biaya sebenarnya dari komponen palsu. Pemasok yang menawarkan harga satuan sedikit lebih tinggi namun kemampuan bentuk hampir bersih yang unggul dapat memberikan nilai yang lebih baik sepanjang masa program.
Berinteraksi langsung dengan tim teknik pemasok di awal proses desain — daripada mengirimkan gambar untuk perbandingan harga sederhana — adalah satu-satunya cara paling efektif untuk mengoptimalkan kinerja suku cadang dan keekonomian produksi dalam program penempaan logam khusus.











Produk kami terutama melibatkan produksi komponen palsu untuk industri otomotif, industri mesin konstruksi, industri instrumen industri, dan industri peralatan cairan. Kustom menempa produsen suku cadang dan penyedia solusi komponen yang dipalsukan di Cina.
Tautan cepat
Tautan produk
Hubungi kami
-
Address:Jalan Junrong No. 5, Kota Daitou, Kota Liyang, Provinsi Jiangsu, Cina
-
Tel:+86-18112316383
